Как гнуть алюминиевые шины
На сегодняшний день благодаря научно-техническому прогрессу существуют различные токоведущие изделия, для изготовления которых используют металл и которые нашли применение во всевозможных сферах жизнедеятельности человека. 
Наиболее широко используются медная и алюминиевая полоса. Чаще всего данный элемент используется в различных энергосистемах (электроустановках), также без токоведущих изделий не обходится строительство и электротехника.
В данной статье поговорим более детально о сферах применения, свойствах, а также ответим на часто задаваемый вопрос о том, как же при необходимости согнуть алюминиевую шину.
Что это такое, алюминиевая шина
Алюминиевая шина представляет собой алюминиевую пластину, форма которой – прямоугольное сечение, дина пластины может быть 3 – 9 метров, толщиной от 3 до 12 мм.
Для определенного вида работы можно подобрать алюминиевую шину необходимых размеров. Сделать это достаточно просто, так как ассортимент данного изделия достаточно широкий.
Характеристики и свойства шины
Спрос на алюминиевую шину обусловлен положительными свойствами и характеристиками изделия:
- обладает высокой устойчивости к коррозии, и на протяжении всего срока эксплуатации, а он составляет 25 лет, это свойство остается неизменным;
- отличный электропроводный материал;
- характеризуется легким весом;
- пластичный материал, что дает возможность применять его в токопроводах и распределительных щитках;
- часто используют для декоративной отделки аппаратуры благодаря хорошему внешнему виду.
Применение
Благодаря свойствам алюминиевой шины, ее используют во многих сферах. В сфере пищевой промышленности ее используют как материал для упаковки. В строительной отрасли данный материал применяют для отделки навесного и панельного фасада, при монтаже навесного потолка. Из алюминиевой шины изготовляют различные детали, корпуса, изделия.
Как согнуть
Так как алюминиевая шина это ровная полоса, для того, что бы изготовить определенное изделие, очень часто ее нужно согнуть и предать ей определенную форму. Но согнуть алюминиевую шину не так уж просто, она достаточно прочная.
- Алюминиевую шину нужно разогреть до легкого свечения.
- Как только материал разогрет, необходимо положить его в воду и охладить.
- После проделанных операций алюминиевую шину можно гнуть.
Можно использовать специальные тиски, если такие имеются. Если нет, любое удобное устройство или инструмент.
Источник
Крутой самопальный ручной шиногиб
Видео о том, как в домашних условиях, особо не напрягаясь, согнуть шину, либо полоску металла в кольцо, использую самодельный качественный ручной инструмент — шиногиб. С ржавых страшных швеллеров вырезал 2 кусочка, это сотка и восьмидесятка. Болгаркой немного обработал, запилил края, чтобы вставало друг в друга в само дно этого швеллера, чтобы плотно перемещалось. Ось под подшипники выточим, это был стабилизатор с какого-то автомобиля, может быть «классика» или «восьмерочный». Болгаркой отрезал ровный участок, зажмем в станок и выточим оси под подшипники.
В подвижной части высверлил отверстие по центру и выточил ось из стабилизатора. Резьбу еле нарезал, и то не полностью. Сталь еще та. Это все будет вставляться друг в друга, снизу обварится, сверху 2 подшипника.
Самая сложная деталь самопального шиногиба это – «крутилка», использовал толстостенную трубу, сделал накатку. Лучше всего если еще и закалить, но нет возможности. В дальнейшем, если накатку сотрет, возможно, сваркой полоски сделаем и все работать. 
Пришлось повозиться с ручкой, заглушка. Она вставляется и на резьбе болтиком м8. Еще просверлим и застопорим. Далее: крепеж из отрезков, кусочек двадцатой квадратной трубы. С ручкой тоже пришлось провозиться, проточил, обрезал, нарезал резьбу и контрагайку. Так это все получилось.
Нарезал с гранёнки, нержавейка, то что было. Гайку использовал готовую. Все сделано по принципу тисков, которые показывал в предыдущих видео. В конструкции сильно упростил сам способ приварки гайки. Чтобы свободно вращался винт и гайкам и ничего не мешало, к гайке, к которой вкручивается винт, приварил небольшую площадку. Это выставится как надо, будем видеть. Приварим и деталь сюда поставим. Прихватим, выкрутится, обварится, лишнее обрежется. Так намного проще и симметричней. Неплохо получилось, варил гаечку, прижал и закрутил винт, поставим подвижную часть. Большой плюс, что применил давно валявшиеся убитые подшипники.
Канал «valeriyvalki». Далее с 5 минуты.
Источник
Как загнуть медную шину
Зачем нужна гибка шин и почему этот процесс становиться востребованным при воплощении проектов?
Понятие «гибка шин» возникло из-за потребности воплощать смелые строительные проекты, внутри которых выполняется надежная и разветвленная система подачи энергетического импульса ко всем площадям, объектам и предметам. Когда выполняется разводка энергетических кабелей от распределительной коробки, то трассы могут расходиться в разных направлениях, причем каждая трасса будет иметь свою приемлемую нагрузку. Если будут встречаться сложные участки для монтажа, то специалисты рекомендуют выполнить гибку шины, не нарушая технику безопасности. Вот и получается, что ничего нет невозможного, просто надо знать, как это сделать и при помощи чего. Вот как все бывает?
Обычно электрик монтирует по утвержденной схеме электрическую сеть, думая, что применять: шину или кабель. Уже по накопленному опыту становится понятно, что кабель при работе доставляет массу неудобств, да и срок его эксплуатации небольшой. Да еще в современном мире очень многое уделяют внимания эстетике в сфере строительства и коммуникаций, то есть все создаваемое должно быть не только практичным, но и красивым.
Хорошо, что в современном мире для воплощения смелых идей открылось больше горизонтов, чем это было, например, десять лет назад, когда мало кто мог поверить, что гибка шины вообще возможна. Выгодная «гибкость» аналогов энергетических кабелей стала возможной благодаря инженерам-технологам, которые на технических площадках проработали и протестировали гибкие медные шины, тем самым упростив работу электриков. Как бы парадоксально не звучала, но работа энергетиков стала более творческой и разноплановой.
Как происходит обработка шины: все возможные варианты преображения шины
На этапе приема заказа и дальнейшей его обработки происходит вырабатывание концепции, когда думают специалисты, какие действия применить. Быть может, понадобится резка элементов создаваемой магистрали, пробивка плановых и дополнительных отверстий, а также гибка. Но стоит разобраться, насколько гибка гибкой шиной целесообразна в том или ином случае, потому что придется выполнить массу энергозатратных действий, используя специальные гибочные инструменты или стационарные комплексные станки для обработки современных токопроводящих шин.
Основные и самые востребованные гибочно-пробивочные способы
Если появляется потребность что-то сделать или кардинально что-то изменить, то потребуется подобрать подручные средства, определить перечень важного инвентаря, чтобы добиться поставленной цели. Например, существуют в продаже разнообразные гибочно-пробивочные инструменты, которые позволят корректировать изделие, выполняя вырезку необходимых по проекту овальных или круглых отверстий. Диаметр может быть различный: от 8,5 до 21 мм. Обычно используют специальные гибочно-пробивочные инструменты, когда проект предусматривает работу с алюминиевыми или медными токопроводящими шинами. Бывали случаи, когда мастера работали и с большими параметрами, колеблющимися по ширине в интервале от 30 до 125 мм, а по толщине – от пяти до десяти миллиметров. Допустимый угол изгиба может приближаться даже к показателям в девяносто градусов, и прямой угол будет задан специальными «лекалами» инструмента, обеспечивающими повторяемость и точного заданного угла изгиба.
Имеются в продаже и узкоспециализированные инструменты для гибки монтажной шины, направленные, например, на резку или на гибку токоведущих шин. Привычный технический период для гибки шин определяется специалистами от нуля до девяноста градусов. Чтобы погрешность была небольшой, обязательно гибка шин регулируется и задается электронными датчиками, которые могут быть запрограммированы на многократную гибку по образцу, дублируя один и тот же угол.
При этом одни гибочные инструменты предназначены для осевой гибки, другие – для поперечного форматирования гибкой шины медной или алюминиевой. Допустимая ширина шин – двадцать – пятьдесят миллиметров, а толщина токопроводящего элемента – 3-10 мм.
В арсенале специалиста по токопроводам могут оказаться станки для обработки токопроводящих шин, когда очень быстро и качественно можно в комплексе выполнить гибку образца, пробивку на нем отверстий, вдавливание гаек крепления, пережимку Al и Cu современных шин. При этом показатель шины нажима может быть равен 150 кН. Допустимая погрешность – 5 градусов.
Когда гибкая медная изолированная шина может быть полезна и почему она считается проводником тока разной величины?
Все медные шины считаются достойными токопроводниками, рассчитанными на напряжение разной величины. Такой вид шин часто применяют при формировании основной или распределительной магистрали, нацеленной на подачу электрического импульса в любых автоматизированных системах, а именно: в трансформаторных городских подстанциях, промышленных распределительных щитках.
Потенциал у гибкой медной плетеной шины огромен, поэтому специалисты рекомендуют ее приобретать для самых сложных проектов, не боясь их монтировать даже в агрессивной среде, где идут колебания температуры, начались коррозийные процессы, повышен в помещении уровень влажности, он даже переходит допустимые нормы. В виду таких технических преимуществ, медную шину применяют в кораблестроении, станкостроении, авиационной сфере и даже космонавтике.
Определим основные технические преимущества гибких медных шин:
Из чего изготавливаются и как выглядят медные гибкие шины и почему они считаются лидерами продаж?
Добротная гибкая шина Rittal обычно создается из тонких пластин, изготовленных из электротехнической меди. Чтобы ей придать нужные параметры, в промышленных масштабах используют метод холодной и горячей деформации. Некоторые технологии предусматривают и обжиг медных пластин, поэтому впоследствии изделие будет способно выдерживать напряжение в 1000 В.
Обычный набор для стандартного изделия состоит в среднем из десяти пластин. В качестве изоляторов для медных гибких шин Rittal ипользуют высококачественный поливинилхлорид, сокращенно ПВХ. Современный изолятор отличается достаточным уровнем электротехнического сопротивления. Если присмотреться к изоляционному слою, то легко оценить его небольшую и равномерную толщину. ПВХ-слой защищает от возгораний и опасного тления, так как защитный слой дополнительно еще пропитан галогенами. В виду такого защитного слоя стало возможным использовать гибкие медные шины в помещениях с повышенным уровнем влажности, а также непредсказуемыми перепадами температуры. Кажется, что гибкая шина mafell может функционировать в агрессивной окружающей среде.
И если подытожить все достоинства медной гибкой шины, то можно, в первую очередь, акцентировать внимание существенной экономии места, поэтому оборудованное пространство не будет загромождено или утяжелено силовыми кабелями. При этом комплектация и монтаж не усложнены, потому что допускается конфигурация шин специальными инструментами rehau для гибки монтажной шины.
Все специальные инструменты малогабариты и просты в эксплуатации. С их помощью спокойно осуществляется осевая гибка медных и алюминиевых шин даже при выездных работах, при этом используется ножной гидравлический насос.
Почему гибку шин алюминиевых лучше выполнять при помощи станка-пресса для резки: определим все технические данные инструмента
В сферу продаж поступил специальный станок для четкой резки, гибки токопроводящих шин из алюминия. Технические параметры станка-пресса позволяют также профессионально осуществлять пережимки энергетических кабелей на нужных участках, выполнять вдавливание гаек для крепежа и временной фиксации. Потребителям доступные разные модификации станков-прессов, но все они обладают фиксированным перечнем преимуществ.
В этой статье мы их и напомним.
При таком широком перечне преимуществ, многие специалисты склоняются к многофункциональным станкам, особенно, если их планируется использовать на крупном предприятии, и в индивидуальном предпринимательстве со средним уровнем достатка. Станки могут быть стационарными и передвижными, и это никак не влияет на их функционал. Многих электриков привлекает точность работ, когда погрешность минимизирована, поэтому намного проще выполнить заданный проект, использовав выгодно всю предлагаемую поверхность для монтажа, особенно в тех случаях, когда используется гибкая шина dkc.
Таким образом, гибка шин, как алюминиевых так и медных, достаточно востребована, поэтому на рынке и появились многочисленные инструменты, при помощи которых можно легко выполнить обрезку, пробивку, гибку шин. И теперь к таким важным преимуществам токопроводящих шин, как долговечность эксплуатации, эстетика монтажа, надежность, добавилась еще и их гибка. И вот такие изменения конфигурации расширяют сферу их применениях, делают достойным аналогом силовых кабелей. Современные инструменты облегчают труд электромонтеров, автоматизируя тяжелый физический труд, улучшая производительность, подводя уверенно к желаемому результату. Сегодня многие малые и крупные предприятия оптимизируют производственный процесс, предлагая потребителям качественный продукт.
Как согнуть алюминиевый лист
Гибка листового алюминия, титана, стали и др. металлов осуществляется в результате упругопластической деформации, протекающей различно с каждой из сторон изгибаемой заготовки.
Слои металла внутри угла изгиба (со стороны пуансона) сжимаются и укорачиваются в продольном и растягиваются в поперечном направлении. Наружные слои (со стороны матрицы) растягиваются и удлиняются в продольном и сжимаются в поперечном направлении. Между удлиненными и укороченными слоями (волокнами) находится нейтральный слой, длина которого равна первоначальной длине заготовки.
При гибке узких полос происходит сильное искажение поперечного сечения, заключающееся в уменьшении толщины в месте изгиба, уширении внутри угла с образованием поперечной кривизны и сужении с наружной стороны.
В результате утонення материала и искажения формы поперечного сечения нейтральный слой в месте изгиба не проходит посередине сечения, а смещается в сторону малого радиуса. При гибке широких полос и листов также происходит утонение материала, но почти без искажения поперечного сечення, так как деформации в поперечном направлении противодействует сопротивление материала большой ширины. Лишь по краям широких полос происходит деформация, аналогичная поперечной деформации узких полос.
В большинстве случаев гибка происходит при большой величине деформаций, когда в металле кроме продольных растягивающих и сжимающих напряжений образуются радиальные напряжения сжатия, которые возникают в результате давления крайних слоев металла на внутренние и достигают наибольшей величины у нейтрального слоя.
По мере увеличения ширины изгибаемой заготовки поперечная деформация постепенно уменьшается и становится весьма малой в результате значительного сопротивления, оказываемого большой шириной заготовки. С целью упрощения при изгибе широких заготовок деформацией боковых поверхностей можно пренебречь н рассматривать деформацию всего сечения как деформацию сдвига.
Следует отличать гибку с малым радиусом закругления при большой степени пластической деформации от гибки с большим радиусом закругления при небольшой степени пластической деформации. При гибке с малыми радиусами закруглений напряжения и деформации не сосредотачиваются под ребром пуансона, а распространяются на значительную длину. Минимально допустимые радиусы гибки должны соответствовать пластичности металла и не допускать образования трещин. Следовательно, минимальные радиусы гибки должны быть установлены по предельно допустимым деформациям крайних волокон.
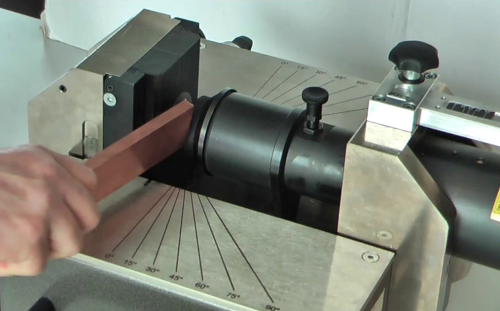
Нужен совет коллективного разума. Дано: 5 пластин из аллюминиевой шины. Необходимо их загнуть. Как загнуть показано на картинке. Тиски и молоток не предлагать.
Что особенного в гибке алюминия
В основном применяют два способа гибки алюминиевого листового материала:
Свободный способ — это когда между пуансоном и листом металла имеется воздушный зазор. Этот метод является наиболее широко используемым на сегодняшний день.
Если же в процессе сгибания между пуансоном и стенками формы нет воздушного зазора и алюминиевый лист плотно сжимается, то такой способ называют калибровкой. Эта методика достаточно старая и применяется для наиболее мягких материалов или для изготовления сложных форм изделий.
Гибка алюминия свободным методом имеет ряд преимуществ по сравнению с калибровочным способом, а именно:
К недостаткам свободного метода можно отнести:
Как согнуть алюминиевую трубу в домашних условиях – выбор способа и оборудования
Алюминиевые изделия в настоящее время очень разнообразны и востребованы, что свидетельствует о том, что этот материал эффективен и незаменим во многих областях жизни. Одной из самых популярных разновидностей продукции данного типа является алюминиевая труба.
Особенности алюминиевых труб
Кроме того, эти изделия имеют высокую электро- и теплопроводность, не содержат вредных токсинов и способны служить длительное время. Из алюминиевых трубок своими руками можно изготовлять самые разные конструкции.
Алюминиевые трубы классифицируют по следующим параметрам:
Чтобы сделать сплав более прочным, в него добавляются определенные примеси: однако при этом степень его пластичности уменьшается. Пластичность алюминиевых изделий делает их более удобными для механической обработки. Сгибание алюминиевой трубы отличается значительной простотой, и может быть проведено самостоятельно. Чтобы достичь цельности и невредимости сгибаемого изделия, важно заранее ознакомится с технологией данного процесса.
Как согнуть алюминиевую трубу
Сгибая прямую алюминиевую трубу под любым углом, мы тем самым деформируем структуру металла. Происходит сжимание внутреннего слоя профиля, и растягивание внешнего. Для алюминия характерна довольно низкая степень плотности, поэтому в результате сгибания данные изделия травмируются довольно незначительно. Что касается легированного алюминия, то по причине большей плотности процедура сгибания изготовленных из него труб отличается большей сложностью.
Благодаря гибкости алюминиевые трубы хорошо подходят для изготовления самых замысловатых конструкций, при сохранении их сечения и целостности. Сгибать такие изделия можно ручным способом, для чего применяются нехитрые механизмы или специализированные приспособления. Заготовка при этом может разогреваться или оставаться холодной. Обычно на этот фактор влияет размер, вид и структура сгибаемой трубы, толщина ее стенок и сложность выбранной конфигурации.
Гибка алюминиевых труб в одной плоскости может иметь вид отвода, скобы, утки и калача. Заготовки, имеющие два сгиба в 135 градусов, называются уткой, три сгиба – скобой (параметр центрального угла – 90 градусов, крайнего – 135 градусов). Изгиб в виде полуокружности называется калачом, а сгиб в 45-135 градусов – отводом.
Осуществляя сгибание, важно придерживаться следующих рекомендаций:
Вне зависимости от выбранного варианта гибки, главная задача — не допустить, чтобы в процессе гибки появились какие-то дефекты. Решая задачу, как согнуть алюминиевую трубу в домашних условиях, важно понимать, что в этом случае все зависит от правильности выбора способа и инструмента, а также соблюдении правил безопасности.
Как работать с трубогибом в домашних условиях
Трубогибами называют специальные механизмы, для которых характерен различный принцип действия. С их помощью реализуется ручная и механическая гибка труб профильного и круглого сечения в условиях производства или дома.
Существуют следующие виды ручных трубогибов, подходящих для сгибания пластичных тонкостенных изделий из алюминия, обладающих малым диаметром:
При помощи станочной гибки существует возможность решения вопроса как согнуть, и как выпрямить алюминиевую трубку самого различного диаметра и формы. Риск ее повреждения сведен практически к нулю.
Данные механизмы могут иметь электромеханический или гидравлический принцип работы, что гарантирует получение точного результата работы, согласно выдвигаемым требованиям. Также есть способы, как загнуть трубу без трубогиба, что весьма удобно, когда под рукой нету необходимого инструмента.
Самостоятельное сгибание алюминиевой трубы
Вначале определяют, трубу какой марки, диаметра и толщины стенок требуется согнуть. Если подобную процедуру требуется проводить время от времени, то лучше сразу обзавестись ручным трубогибом, благо, в продаже имеется огромный выбор различных моделей данного приспособление.
Кроме того, существуют и другие методы гибки труб в домашних условиях, особенно если речь идет о разовых мероприятиях:
Проводя подобные операции, важно помнить, что гибка ведет к изменению длины трубы, поэтому нужная длина участка выставляется уже после его сгибания. В целом, согнуть алюминиевую трубу в домашних условиях вполне возможно, главное подобрать для этого нужный инструмент, и строго следовать рекомендациям.
Как гнуть медные шины
Выбор оборудования для обработки медных и алюминиевых электротехнических шин.
Готовые решения для обработки медных и алюминиевых электротехнических шин.
Проблема обработки медных шин часто возникает на предприятиях, как при росте объемов производства, так и при запуске новых направлений производства, разработке новых изделий, содержащих медные шины.
В связи с частыми вопросами наших клиентов, касающимися подбора станков для гибки шин, пробивки отверстий и резки, ниже мы приводим рассмотрение готовых решений по подбору оборудования фирмы ERKO в зависимости от возможностей и производственных мощностей клиента, а также рекомендации о том, какой станок или устройство более удобно и достаточно для решения производственной задачи изготовления шин.
В линейке ERKO есть 4 основных станка (устройства) для выполнения работ по гибке и пробивке отверстий в шинах:
Рассмотрим вышеуказанные станки и устройства подробней:
HGD 125 является устройством, позволяющим решать такой круг задач, как:
– выездные работы (мобильность)
– очень небольшие объемы обрабатываемых медных шин (1-50 отверстий и изгибов в день)
– приобретение оборудования европейского качества из низкой ценовой категории
Особенность мобильности заключается в том, что устройство относительно мало весит и один человек (или с помощником) в состоянии его донести до легковой машины, положить в багажник и выехать на объект. Также этому способствует возможность подключения ножного гидравлического насоса H 700, который не требует подключения электричества, и им можно работать в любом месте (например, на вышедшей из строя КТП в лесу, «подгоняя» шины «по месту»).
Также тандем HGD 125+ H 700 является самым бюджетным вариантом.
Надоело сверлить отверстия в меди? Гнуть в тисках и «на коленке»? HGD125 с ножным насосом – Ваш вариант!
Станок для обработки медных шин SH 600 – уже более серьезный станок, позволяющий обрабатывать медные шины в мелкосерийном и серийном производстве.
Отличается от HGD 125 он уже довольно серьезно: у него есть поверхность, на которой размещается шина при операциях гибки и пробивки отверстий, а также возможность более точно измерять угол изгиба.
Станок устанавливается на любой верстак и подключается к любому из гидравлических агрегатов, описанных ранее (см. HGD 125). К ножному насосу H 700 его тоже можно подключить, но на практике такое не встречается. Самый распространенный вариант для такого станка – тандем с агрегатом AH 300. Если скорость работы нужна выше (производственная программа больше) – есть смысл приобрести более производительный агрегат AH 400. Возможно исполнение агрегатов как для 220, так и для 380 вольт.
Причина приобрести станок SH 600 – производственная программа от 100 до 2000 операций (отверстий или изгибов) в день. (Цифры приблизительны и зависят от конфигурации детали).
Также хочется отметить, что как HGD 125, так и SH 600 не имеют встроенной возможности резки шин, и для операции резки необходимо приобрести отдельно гильотину HC 125, которая также подключается к любому из агрегатов или насосов. На гидроагрегат можно заказать переходник с переключателем, чтобы менять гильотину и станок, не отключая гидравлический шланг.
Отличие модификаций этого станка также представлено в соответствующем разделе.
Часто нам задают вопрос: возможно ли одновременно на SH 400 производить, например, операцию резки и операцию пробивки (два разных рабочих). Ответ простой – гидроагрегат один, соответственно и операция, производимая одновременно может быть только одна. На данном станке может работать только один рабочий одновременно, и если есть необходимость увеличить количество рабочих (разнести операции) – то для этого случая специально разработан производственный комплекс HDC 160+ HG 160.
Данный комплекс для обработки медных шин состоит из двух основных модулей:
– HDC 160, на котором осуществляется пробивка и резка медных шин, причем к гильотине и к пробивающему гидроцилиндру установлены отдельные гидроагрегаты, позволяющие независимо друг от друга осуществлять поставленные задачи.
– HG 160 отельный гибочный станок, способный выполнять только операцию гибки
Следовательно, на этом комплексе могут работать одновременно трое рабочих, выполняя соответственно каждый свою операцию, что позволяет увеличить объем обрабатываемых медных шин в два-три раза по сравнению с SH 400.
Комплекс может быть собран как полный конвейер, присоединив гибочный стол к общему рольгангу, так и операцию гибки можно производить в отдельном месте, разместив гибочный станок в любом другом удобном месте.
В данном тексте не описаны различные опции и удобные приспособления к станкам, так как Вы можете ознакомиться с каждым станком по отдельности на соответствующей интересующему станку страничке. Цель статьи – помочь Вам сделать правильный выбор, руководствуясь поставленной задачей и требованиями к производительности станка, и осуществить развитие и модернизацию Вашего производства путем оснащения участка обработки медных шин оборудованием, отвечающим высоким требованиям к надежности и качеству, в то же время, не переплачивая за лишнее.
Шиногиб ручной: устройство и принцип работы с инструментом
При проведении электромонтажных работ довольно часто мастерам приходится пользоваться токонесущими шинами из алюминия или меди, в качестве которых могут выступать пластины либо полосы из толстолистового металла. Подобного рода заготовки часто приходится гнуть, придавая изделиям нужные формы и размеры. Конечно, для пространственной гибки и с целью придать пластинам сложные контуры можно использовать различные листогибочные станки, сделать которые, кстати, своими руками не составит большого труда! Однако куда быстрее и удобнее выполнять подобные операции на более компактном ручном или гидравлическом шиногибе.
Ручной шиногиб: устройство инструмента
Шиногиб ручного типа выполняется в основном в виде вертикально расположенного О-образного рамного станка, конструкция которого предусматривает следующие компоненты:
Из-за небольших нагрузок станина может быть выполнена из простых стальных труб квадратного сечения!
Нередко за место привычного маховичка в качестве привода перемещения ползунка мастера используют винтовой домкрат. В таком случае по боковой стороне ручного шиногиба возникает дополнительная ручка, которая за счет качательно-двигающегося направления нагнетает масло внутрь рабочей полости цилиндра. Именно благодаря последнему и происходит движение ползунка со штампом.
Подобного рода ручной станок не способен в полную меру гарантировать стабильное усилие прижима обрабатываемой заготовки, так как привод домкрата, как правило, обладает простым действием, в результате чего со временем усилие гибки снижается в период фазы холостого качания ручки!
Шиногиб гидравлический: особенности и конструкция
В качестве привода гидравлического устройства используется гидравлическая мини-станция, в основе которой лежит насос двойного действия. Важно подчеркнуть, что изготовители редко поставляют их вместе с основным инструментом. Тем не менее на устройстве присутствует унификация, обеспечивающая правильное соединение всех требуемых крепежных элементов.
Чтобы было более понятно, разберем компоновку гидравлического шиногиба на конкретном примере, а именно модели ШГ-150. Основным отличием инструмента является боковое размещение ползунка, а не верхнее, как в других устройствах. Данное отличие дает возможность с легкостью устанавливать приспособление прямо на верстаке электромонтажной мастерской.
Конструкция шиногиба ШГ-150 от компании КВТ предлагает следующие элементы:
Инструмент рассчитан на совместную работу с двойным насосом, который хоть и медленнее работает, в особенности вначале сгибания заготовки, зато гарантирует неизменяемое усилие в процессе всей работы. В завершении гибки переходной штуцер ослабевает, в результате чего масло начинает поступать вниз цилиндра. Как результат, неподвижная составляющая штампа слегка уходит от согнутого элемента, что заметно упрощает процесс изъятия заготовки из гидравлического шиногиба.
На сегодняшний день на рынке существует и более усовершенствованная модель – ШГГ-150Н, которая способна предложить лазерную разметку при размещении упоров. Все это существенно повышает точность гибки шин.
Если вы планируете часто работать со станком, то есть смысл закрепить инструмент стационарно на верстаке – это повысит удобство и качество работы!
Определяемся с размером устройства
Любой шиногиб, вне зависимости ручной он или гидравлический, осуществляет калибрующий изгиб с прижимом шины к концу рабочего хода. Исходя из этого усилие, необходимое для гибки, может быть определено по следующей формуле:
где q – значение усилия, нужное для калибрующей гибки (90-120 Мпа для медных заготовок и 60-80 Мпа для алюминиевых), а F – площадь проекции шины, отбрасываемая на плоскость гиба. При этом для гибки изделий с меньшей толщиной следует использовать меньшие значения удельного усилия соответственно!
Беря во внимание возможность выполнения изгиба заготовок с малым радиусом закругления, при котором инерция пластического течения материала увеличивается, расчетное усилие изгиба рекомендуется брать на 10-15 процентов больше. Учитывая все перечисленное и необходимо выбирать типоразмер шиногиба.
Дополнительными факторами, влияющими на выбор, могут оказаться:
Идентичными конструктивными особенностями могут похвастаться модели от изготовителя оконных конструкций – Rehau. Здесь главным отличием выступает ширина подвижной половины штампа и расстояние между упорами, которые остаются увеличенными. Обуславливается такое решение большей адаптацией агрегата под размеры наиболее часто применяемых уголков.
Цена на отечественный гидравлический шиногиб может меняться между 20 и 32 тысячами рублей в зависимости от усилия от привода. При этом стоимость инструмента не будет включать расходы, связанные с покупкой насосной станции, а это дополнительные 8-10 тысяч. Ручной шиногиб оценивается в районе 12-14 тысяч рублей.
как правильно соединить медную шину с алюминиевой
подскажите, кто разбирается, как присоеденить к алюминиевому шинному мосту отходящую медную ошиновку
Через металлические шайбы. Ну или облудить мост, облудить шину.
SCB написал :
Через металлические шайбы
Металл-то. какой предлагаете?
Биметалл.
donant написал :
как присоеденить к алюминиевому шинному мосту отходящую медную ошиновку
Поставьте алюмомедные шайбы между шинами.
боюсь что шайбы прогорят. шины 100*10. также отходящие от трансформатором алюминиевые шины нужно посадить на медную ошиновку вводного выключателя. трансформатор 630 кВА
donant написал :
боюсь что шайбы прогорят
Если обеспечите достаточную площадь контакта, то ничего не прогорит. 4-5 отверстий под болт М16 будет вполне достаточно.
Прокладываете латунную ленту (пластину, шину) между шинами и просверлив шины и фольгу совместно, стягиваете болтами с гайками и шайбами, плоскими и гроверами.
Главное – не допустить прямого касания чистой меди с алюминием или его сплавом. Если медь будет сплавом (латунь, бронза), то прямое касание допустимо.
Только интересно, а где вы нашли или применяете шину из чистой меди без защитного покрытия (обычно горячее лужение или гальваническое покрытие олово-висмутом)?
Андрёй написал :
вы нашли или применяете шину из чистой меди без защитного покрытия (обычно горячее лужение или гальваническое покрытие олово-висмутом)?
все правильно. А так лудить и никаких шайб между шинами.
Это мое мнение и его не навязываю
Андрёй написал :
Только интересно, а где вы нашли или применяете шину из чистой меди без защитного покрытия (обычно горячее лужение или гальваническое покрытие олово-висмутом)?
щиты в сборе приишли. ошиновка из меди без каких либо покрытий
Ким написал :
все правильно. А так лудить и никаких шайб между шинами.
в энергонадзоре при сдаче по этому поводу не возникнет вопросов?
donant написал :
щиты в сборе приишли. ошиновка из меди без каких либо покрытий
А откуда тогда люминтий взялся. Или что-то добавляете. А может от люминтия к меди куском кабеля или жилами кабеля пройтись, если вопрос возник про надзор.
donant написал :
в энергонадзоре при сдаче по этому поводу не возникнет вопросов?
А какие вопросы могут возникнуть. Вы же не всю шину хотите облуживать. А только места соединений люмина с медью. Главное нормально пролудить, без соплей и наплавлений.
Это мое мнение и его не навязываю
Ким написал :
А откуда тогда люминтий взялся. Или что-то добавляете. А может от люминтия к меди куском кабеля или жилами кабеля пройтись, если вопрос возник про надзор.
перебираем низкую сторону на ТП.оборудование не мы поставляем, а сам заказчик, на шинном мосте сэкономили, также ввод от трансформаторов алюминиевый. Вот сейчас голову ломаю как сделать, чтоб потом переделывать не пришлось
donant написал :
перебираем низкую сторону на ТП
Посмотреть бы воочию – может действительно кабелем обвязать. А если используется кабель – то ставить наконечники надо – а это уже допустимо. Посмотрите – подумайте.
Это мое мнение и его не навязываю
Лудить шины в шкафу не надо. Сделайте кабельные перемычки с лужёными наконечниками или как вариант переходной кусок шины, который облудить. Для обеспечения надёжного долговременного контакта болты и гайки брать класса 8.8 М10 момент затяжки 50НхМ с двух сторон тарельчатые шайбы (компенсируют температурное удлинение) по французскому стандарту NF E 25-511. В шинах 100х10 делаются 4 отверстия Д=11-12мм с отступом 12,5мм от краёв и шагом 25мм для подключения двух шин. Для кабелей отступ 20мм и шаг по наконечникам
Гибка латунных труб
Латунь – сплав меди и цинка в различных пропорциях. В зависимости от содержания меди латунь бывает сплавов Л63, Л68, Л90 и др. Такой материал отличается превосходными эксплуатационными характеристиками: прочность, устойчивость к агрессивной среде, простота в обработке. Отсюда широкое применение латунных труб в промышленности: от изготовления высокоточных приборов до отопительных систем и водопроводов.
Особенности латунных труб
Латунные трубы разделяют на несколько разновидностей. Они бывают общего назначения, волноводными, тонкостенными, узкоспециализированными и др. Вне зависимости от предназначения трубы из латуни обладают достоинствами:
Трубы из латуни представлены широким ассортиментом, их изготавливают с разной формой сечений. Из-за эластичности материала обрабатывать трубы — резать, развальцовывать и гнуть — можно самостоятельно. То же касается и монтажа труб. Для их соединения используют методы пайки и сварки либо фитинги.
Гибка латунных труб
Латунные трубы подлежат гибке в холодном состоянии. Приступая к гибке, такие трубы заполняют расплавленной канифолью. Наполнитель используют для предохранения стенок труб от образования складок в местах изгибов.
Качество гибки зависит от того, насколько правильно выбран радиус, который определяется диаметром труб и толщиной стенок. Участки изгиба на трубах отмечают мелом. Для гибки труб из латуни в холодном состоянии используют различные приспособления: трубогибы и трубогибочные станки, плиты с отверстиями и упорами для гибки и прочие.
По окончании гибки труб канифоль выплавляют. Делают это, начиная с концов труб, т.к. нагрев трубы с канифолью посередине приведёт к разрыву.
Как выполняется гибка латунных труб
Латунные трубы, подходящие для гибки в холодном состоянии, перед этим отжигают при температуре от 600 до 700 °C, затем трубам дают остыть в воде. При гибке в холодном состоянии латунные трубы наполняют канифолью, в нагретом — песком.
Правильно изогнутыми являются латунные трубы без вмятин и складок. Для этого во время гибки труб соблюдают следующие требования:
Поставка латунных труб
УГМК-ОЦМ предлагает к поставке латунные трубы производства Ревдинского завода по обработке цветных металлов. Трубы сплавов Л63, Л68, ЛС59-1 и др. изготовлены по ГОСТ, ASTM, EN. УГМК-ОЦМ предлагает латунные трубы общего назначения, тонкостенные, волноводные, для теплообменников, машиностроения, капиллярные, манометрические, радиаторные и узкоспециализированные.
Поставка труб осуществляется партиями не менее 300 килограмм. Возможна срочная поставка латунных труб в любой город России.
Источник