И 1.08-08 Инструкция по проектированию и монтажу контактных соединений шин между собой и с выводами электротехнических устройств (выдержки)
Содержание:
1. РАЗБОРНЫЕ КОНТАКТНЫЕ СОЕДИНЕНИЯ
2. СОЕДИНЕНИЯ ШИН С ВЫВОДАМИ
3. СОЕДИНЕНИЯ ГИБКИХ ШИН МЕЖДУ СОБОЙ И С ВЫВОДАМИ В ОТКРЫТЫХ РАСПРЕДЕЛИТЕЛЬНЫХ УСТРОЙСТВАХ
4. ПРИЛОЖЕНИЕ 1: БОЛТЫ И ГАЙКИ
5. ПРИЛОЖЕНИЕ 2: ШАЙБЫ
6. ПРИЛОЖЕНИЕ 9: ВЫВОДЫ КОНТАКТНЫХ ЭЛЕКТРОТЕХНИЧЕСКИХ УСТРОЙСТВ ПЛОСКИЕ И ШТЫРЕВЫЕ
7. ДОПУСТИМЫЙ ДЛИТЕЛЬНЫЙ ТОК ДЛЯ ШИН ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ
1. РАЗБОРНЫЕ КОНТАКТНЫЕ СОЕДИНЕНИЯ
1. Технология выполнения соединений
1.1. Разборные (болтовые) контактные соединения в зависимости от материала соединяемых шин и климатических факторов внешней среды подразделяются на соединения:
а) без средств стабилизации электротехнического сопротивления;
б) со средствами стабилизации электрического сопротивления.
1.2. Контактные соединения шин из материалов медь-медь, алюминиевый сплав алюминиевый сплав, медь-сталь, сталь-сталь для групп А и Б, а также из материалов алюминиевый сплав-медь и алюминиевый сплав-сталь для группы А не требуют применения средств стабилизации электрического сопротивления. Соединения выполняются непосредственно с помощью стальных крепежных деталей (рис.1 а).

Рис. 1. Разборные контактные соединения
1 — шина медная, из алюминиевого сплава или стали; 2 — алюминиевая шина; 3 — стальная шайба; 4 — тарельчатая пружина; 5 — стальной болт; 6 — стальная гайка; 7 — болт из цветного металла; 8 — гайка из цветного металла; 9 — шайба из цветного металла; 10 — металлопокрытие; 11 — шина медная, алюминиевая, из алюминиевого сплава или стали; 12 — медно-алюминиевая пластина; 13 — пластина из алюминиевого сплава; 14 — шина из алюминиевого сплава
1.3. Контактные соединения шин из материалов алюминий-алюминий, алюминиевый сплав-алюминий для групп А и Б, а также из материалов алюминий-медь и алюминий-сталь для группы А следует выполнять с помощью одного из средств стабилизации сопротивления:
а) тарельчатых пружин по ГОСТ 3057 (рис. 1 б);
б) крепежных изделий из меди или ее сплава (рис. 1 в);
в) защитных металлических покрытий по ГОСТ 21.484, наносимых на рабочие поверхности шин или электропроводящей смазкой типа ЭПС-98 (рис 1 г);
г) переходных медно-алюминиевых пластин по ГОСТ 19357 (рис. 1 д);
д) переходных пластин из алюминиевого сплава (рис. 1 е).
1.4. Для группы Б контактные соединения шин из материалов алюминиевый сплав-медь, алюминиевый сплав-сталь, следует выполнять как показано на рис. 1 д, е; из материалов алюминий-медь, алюминий-сталь — как показано на рис. 1 б, в, д, е.
Рабочие поверхности шин и пластин из алюминия и алюминиевого сплава должны иметь защитные металлопокрытия.
1.5. Пластины из алюминиевого сплава и алюминиевые части медно-алюминиевых пластин следует соединять с алюминиевыми шинами сваркой. Разборные соединения переходных пластин с медными шинами необходимо выполнять с помощью стальных крепежных деталей.
1.6. Расположение и диаметр отверстий для соединения шин шириной до 120 мм приведены в табл. 1.
Зависимость диаметра отверстия в шинах от диаметра стягивающих болтов следующая:
Диаметр отверстия в шинах, мм
Таблица 1





* Примечание только при соединении пакетов шин
1.7. Контактные участки шин шириной 60 мм и более, имеющие два отверстия в поперечном ряду, рекомендуется выполнять с продольными разрезами. Ширина разреза зависит от способа его выполнения и должна быть не более 5 мм.
2. Подготовка к сборке разборных соединений
2.1. Подготовка шин для разборного соединения состоит из следующих операций: выполнение отверстий под болты, обработка контактных поверхностей и, при необходимости, нанесение металлопокрытия.
2.2. Расположение и размеры отверстий под болты должны соответствовать указанным в п. 1.6.
2.3. При массовой заготовке шин рекомендуется вырубку отверстий производить на прессах. Одновременная вырубка нескольких отверстий
может быть осуществлена с помощью специальных приспособлений. При вырубке отверстий с применением упора и кондукторов разметку производить не следует.
2.4. Длину болтов для соединения пакета шин необходимо выбирать по табл. 2. На болтах после сборки и затяжки соединений должно оставаться не менее двух ниток свободной резьбы.
Таблица 2
Длина болтов для соединения пакетов шин:
Толщина пакета шин в соединении, мм
алюминиевых с алюминиевыми
алюминиевых с медными или с шинами из алюминиевого сплава
2.5. Контактные поверхности шин необходимо обрабатывать в следующем порядке: удалить бензином, ацетоном или уайт-спиритом грязь и консервирующую смазку, у сильно загрязненных шин гибкой ошиновки кроме очистки внешних повивов после расплетки очистить внутренние повивы; выправить и обработать под линейку на шинофрезерном станке (при наличии вмятин, раковин и неровностей); удалить посторонние пленки ручным электроинструментом со специальным зачистным кругом, или другими насадками и приспособлениями для механизированных инструментов. Зачистку шин в мастерских электромонтажных заготовок рекомендуется производить на станке 3Ш-120. При зачистке алюминия применять шлифовальные круги не допускается. Не следует применять напильники и стальные щетки для одновременной обработки шин из различных материалов.
2.6. Для удаления окисных пленок рабочие поверхности следует зачищать. По окончании зачистки шин из алюминия или алюминиевого сплава на их поверхность необходимо нанести нейтральную смазку (вазелин КВЗ, ГОСТ 15975; ЦИАТИМ-221, ГОСТ 9433; ЦИАТИМ-201, ГОСТ 6267; электропроводящую смазку ЭПС-98 ТУ 0254-002-47926093-2001 или другие смазки с аналогичными свойствами). Рекомендуемое время между зачисткой и смазкой — не более 1 ч.
2.7. Способы и технология нанесения металлопокрытий на контактные поверхности шин даны в Приложении 8.
2.8. Поверхности, имеющие защитные металлические покрытия, в случае загрязнения перед сборкой следует промыть органическими растворителями (бензином, уайт-спиритом и т.д.).
Луженые медные желобки, предназначенные для закрепления медных шин в петлевых зажимах, необходимо промывать растворителем и покрывать слоем нейтральной смазки (вазелин КВЗ, ГОСТ 15975; ЦИАТИМ-201, ГОСТ 6267; ЦИАТИМ-221, ГОСТ 9433; электропроводящую смазку ЭПС-98 ТУ 0254-002-47926093-2001 или другими смазками с аналогичными свойствами). Зачищать такие желобки наждачной бумагой не следует.
2.9. Допускается наносить металлопокрытия на отрезки шин (пластин), которые затем приваривают к шинам на монтаже. Длина покрываемого отрезка шины (пластины) в зависимости от длины этого отрезка должна быть:
Источник
Выбор инструмента для обработки электротехнических шин
Для работы с электротехническими алюминиевыми и медными шинами используют специальный набор инструментов, что значительно упрощает и ускоряет процесс обработки шины, а это в свою очередь весьма важно при определенных объемах и сроках производимых работ. К тому же, применение специализированного инструмента значительно повышает качество и точность обработки электротехнических шин.
На российском рынке широко представлен специализированный инструмент хорошо зарекомендовавших себя иностранных производителей: ALFRA (Германия), ERKO (Польша), SHTOK (Германия) и отечественных: KBT, РОСТ, КРАБ…
По назначению специализированный инструмент подразделяется на следующие виды:
- инструмент для снятия изоляции,
- шинорезы — прессы для резки шин,
- шиногибы — прессы для гибки шин в одной плоскости, «на ребро», «винтом»,
- шинодыры — шинные перфораторы,
- универсальные станки с набором шинообрабатывающего инструмента.
- технологическая оснастка.

Шиногиб автономный гидравлический SHTOK ШГ-150А

Пресс-перфоратор (шинодыр) автономный РОСТ ШД-60А
Большинство представленных прессов требуют отдельно источник давления: насос либо насосную станцию. Однако есть инструменты и со встроенным источником давления. Данный инструмент возможно приобретать как отдельными позициями, так и в комплекте с подключением нескольких прессов к одному источнику давления (гидравлической насосной станции), также есть инструменты 3 в 1 с насосом ручного типа и достаточно дорогие станки с электрогидравлическим приводом. Исходя из всего вышеизложенного, выбор в данной категории инструмента весьма широк.
Что стоит учитывать при выборе инструмента для работы с электротехническими шинами:
- В процессе гибки медной шины не стоит ориентироваться на угол изгиба пока шина еще зажата в шиногибе, при сбросе давления шина немного «отыграет» назад и угол изменится.
- Шинорезы с косым лезвием режут шину от одного края к другому, срез получается с незначительным загибом. Шинорезы с «V»-образным ножом делают рез ровный, без замятий, но у шины образуется сантиметровый «отход» на ширину лезвия, что надо учитывать при разметке и расчете.
- Во многих (но не во всех) шинодырах разных производителей используются матрицы и пуансоны с одинаковыми посадочными местами и они взаимозаменяемы. В случае отсутствия необходимой матрицы того же производителя что и инструмент, можно использовать совместимую замену оснастки другого производителя.

Инструмент для резки, пробивки и для снятия изоляции ШМГИ ERKO HSE 100
Инструмент для обработки твердых шин (М1т, Ад31т) и гибких изолированных (ШМГИ) шин отличается.
Резка и пробивка отверстий в гибкой медной шине — не очень простая задача. В отличие от твердой медной или алюминиевой шины, необходимо дополнительное оснащение для фиксации ее слоев — медных полос. Без специальных приспособлений эти операции доставляют много неудобств — приходится подручными средствами фиксировать слои, потом резать шину подручными средствами. Конечно, можно обойтись и ножом, чтобы снять изоляцию, дрелью с тисками, чтобы просверлить отверстия, болгарками, ножницами и т.д. чтобы отрезать необходимую длину. Но, естественно это не дает ни требуемой точности, ни необходимой производительности, ни уж тем более хорошего товарного вида конечного изделия. Для производительной работы с гибкими шинами без лишних проблем и существует специализированный инструмент для резки, пробивки и для снятия изоляции с шины медной гибкой изолированной ШМГИ.
Инструмент для гибки шин «на винт»

Инструмент для гибки шин «на винт» ERKO HSk5010
Гибка шин «пропеллером» используется для подключения токоведущих шин к шинам и электрооборудованию, находящемуся в другой плоскости в ограниченном пространстве электрощитов. На предприятиях при решении данной технологической задачи инженеры используют смекалку, тиски и различные подручные средства, что сказывается на качестве изгиба и скорости его выполнения.
Специализированное устройство HSk5010 компании ERKO предназначено для осевой гибки медных и алюминиевых токоведущих шин с максимальными размерами 10х50 мм. HSk5010 является малогабаритным устройством, которое можно использовать на выезде при использовании ножного гидравлического насоса Н800, а также стационарно в цехе шинообработки. Данное устройство имеет быстроразъемное соединение, а также регулятор угла изгиба с концевым выключателем, обеспечивающим повторяемость заданного угла в диапазоне 0-90 градусов.
НТЦ ЭНЕРГО-Ресурс инструмент для обработки шин не поставляет.
Популярные товары
Источник
Монтаж и эксплуатация шин
МОНТАЖ И ЭКСПЛУАТАЦИЯ ШИН
Шины до начала монтажа должны быть тщательно осмотрены с целью выявления имеющихся в них дефектов и решения вопроса о пригодности их к монтажу.
Дополнительно по теме
Отбраковка жестких и гибких шин
Способ устранения дефектов
Прямоугольные и круглые жесткие шины
Волнистость шины (изгиб плашмя)
Правка на плите молотком из твердых пород дерева
Поперечная кривизна (изгиб на ребро)
Не более 1 мм на 1 м шины
Вмятины и выемки, уменьшающие сечение шины
Допускается уменьшение сечения шины вследствие вмятин и выемок не более 1 % от общего сечения для меди, 1,5% для алюминия
При повышении допуска до 10% сечение шины в дефектном месте усиливается путем наложения болтовых накладок. При уменьшении сечения свыше 10% дефектное место вырезается
Допускаются раковины диаметром не более 5 мм и глубиной не более 0,15 мм для алюминия и не более 0,55 мм для меди
При раковинах диаметром свыше 5 мм и глубиной более 0,15 мм и 0,55 мм дефектное место вырезается
Дефектное место вырезается
Слоистость и хрупкость металла
Дефект неустраним, шина бракуется
Продольные и поперечные трещины независимо от размера
Дефект неустраним, шина бракуется
Круглые многопроволочные гибкие шины (провода)
Допускается обрыв только одной проволоки при условии использования дефектного участка шины на спуск или петлю
На место обрыва накладывается проволочный бандаж
Узлы (барашки), вмятины, перекрутки, надрезы проволоки
Дефектные места вырезаются
Неверное направление повива
Дефект неустраним, провод бракуется
Коррозия внутренних поверхностей повивов
Дефект неустраним, провод бракуется
Раскрутка провода против повива
Дефект неустраним, провод бракуется
Обработка жестких и гибких шин
Технические условия, способы проверки, допуски
Обработка и зачистка медных и алюминиевых шин. Снятие пленок окисла, устранение неровностей с контактных поверхностей и зачистка жестких шин
Обработка медных и алюминиевых шин производится грубым напильником или специальными фрезами на шино-фрезном станке. Алюминиевые шины после обработки зачитаются под слоем вазелина. Непосредственно перед установкой контактная поверхность алюминиевой шины вторично зачищается мягкой стальной щеткой
После обработки контактная поверхность шины должна быть шероховатой и при проверке стальным угольником и щупом 0,05 X 10 мм последний не должен проходить на глубину более 5 мм с любой стороны соприкасающихся поверхностей. Уменьшение сечения шины на обработанном участке не должно быть более 2%
Зачистка многопроволочных гибких шин (проводов)
Поверхность гибкого провода, а при сильном окислении каждая проволока очищается мягкой стальной щеткой и покрывается тонким слоем технического вазелина, не содержащего кислот и щелочей
Отсутствие кислот в вазелине проверяется путем подогрева его до 80-90° С в присутствии отполированной медной пластинки; спустя 12 часов пластинка не должна темнеть
Отсутствие щелочей определяется путем смешивания вазелина с концентрированной серной кислотой — вазелин не должен чернеть
Лужение контактных поверхностей медных и стальных шин
Для лужения медных и стальных шин применяется припой ПОС-30, а в качестве флюса — канифоль или мазь (канифоль, разведенная в денатурированном спирте). Для ответственных контактов и при больших рабочих токах применяется припой ПОС-90
Толщина слоя ппипоя не должна превышать 0,1- 0,15 мм
Контактные поверхности медных и стальных шин подвергаются лужению:
а) медных — при прокладке их в сырых помещениях и на открытом воздухе
б) стальных — независимо от места их прокладки и характера окружающей среды
Гнутье медных, алюминиевых и стальных шин
Гнутье шин производится на специальном станке по шаблонам, заготовленным и проверенным по месту установки шин. Шаблоны изготовляются из стержней жесткой проволоки или катанки 4- 5 мм
Полосы шин гнутся на плоскость без подогрева, а на ребро с подогревом изгибаемого участка: алюминий до 250° С, медь до 350° С, сталь до 600° С. При гнутье шин должны быть соблюдены следующие радиусы изгиба:
гнутье на ребро; сталь — а; медь-1,5 а, алюминий-2 а; гнутье на плоскость — 2 б (а-ширина полосы в мм; б — толщина полосы в мм).
Для круглых шин диамметром до 16 мм:
Расстояние от начала изгиба шины до ближайшего контактного соединения должно быть не менее 50 мм, а до оси первого опорного изолятора — не менее 100 мм
Шины РУ соединяются между собой болтами, сжимными накладками, зажимами или сваркой.
Выбор способа соединения зависит от материала, формы и размеров шин, величин рабочих токов и окружающей среды.
Плоские шины соединяются между собой болтами с гайками, сжимными накладками или сваркой.
При болтовом соединении шин надежный контакт в месте соединения их создается надлежащим затягиванием болтов.
Наибольшие допустимые силы затягивания болтов и усилия от руки на ключ при соединении шин
Площадь нормальной шайбы в мм кв
Наибольшая сила в кг затягивания болтов при температуре в °С
Усилие в кг от руки на ключ при окружающей температуре в °С
Затягивать болты необходимо специальным ключом с регулируемым усилием. При завертывании болтов и гаек обычными (гаечными, разводными и др.) ключами применение рычага не допускается во избежание смятия металла шин под гайками и болтами.
При затягивании болтов усилие контролируется ключом с регулируемым усилием, а плотность прилегания — щупом 10×0,2 мм, который йе должен входить между контактными поверхностями шин на глубину более 5-6 мм.
Эскизы болтовых соединений прямоугольных шин.
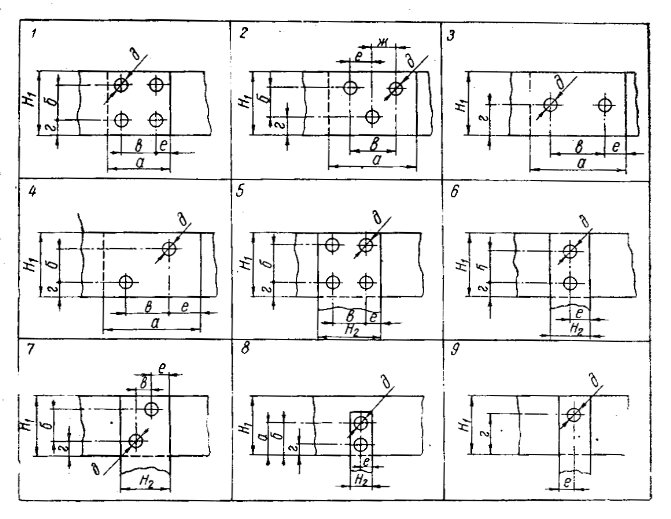
1. Обозначения: А-алюминий, С — сталь, М-медь.
2. Крепежные детали, применяемые для болтовых соединений шин, должны иметь антикоррозийное покрытие. В закрытых распределительных устройствах могут применяться вороненые крепежные детали.
Применение алюминиевых болтов, гаек и шайб в качестве крепежных деталей для болтовых соединений шин недопустимо.
3. При рабочем токе шин свыше 5000 А следует применять болты из немагнитных материалов.
Размеры болтовых соединений прямоугольных шин «внахлестку»
Ширина главной шины Н1 в мм
Ширина ответвляемой шины Н2 в мм
Конструктивные размеры контактного соединения в мм
Крепление шин на изоляторах
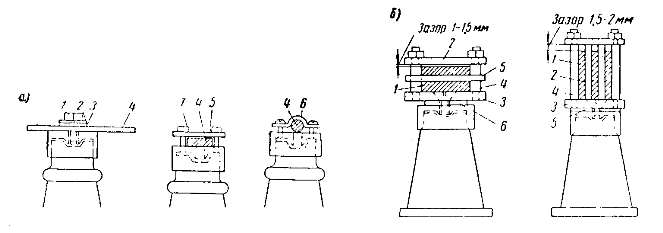
а) однополосных плоских и круглых шин: 1 — болт; 2 — шайба пружинящая; 3 — шайба нормальная стальная; 4 — шина; 5 — планка шинодержателя; 6 — скоба стальная, б) многополосных плоских шин: 1 — шина; 2 — планка стальная или из немагнитного металла толщиной 6-8 мм; 3 — планка стальная толщиной 8-10 мм; 4 — шпилька стальная 1/2″; 5 — прокладка «сухарь», равная толщине шины; 6 — прокладка из электрокартона толщиной 1,5-2 мм.
Установка и крепление жестких шин
Технические условия, допуски и нормы
Установка и крепление однополюсных шин прямоугольного или круглого сечения
Однополосные шины устанавливаются на головках изоляторов и закрепляются при установке на плоскость —одним болтом, пропущенным сквозь отверстие в шине, или двумя болтами с применением шинодержателя
Круглые шины крепятся с помощью скоб и винтов
При установке однополосной шины «на плоскость» и креплении ее одним болтом отверстие в шине для крепежного болта в целях обеспечения свободного перемещения шины вдоль оси должно иметь овальную форму. Шина крепится к головке изолятора с применением пружинящей и стальной шайб, подкладываемых под головку крепежного болта
При установке многополосных шин в шинодержателях для повышения жесткости шин и улучшения условий их охлаждения между полосами должны вставляться прокладки — «сухари», равные толщине шины
Установка и крепление многополосных шин прямоугольного сечения
При рабочих токах, превышающих допускаемые для однополосных шин, применяют многополосные пакеты, состоящие из нескольких полос шин, закрепленных в шинодержателях «на плоскость или на «ребро»
Для повышения жесткости пакета и создания между шинами необходимого зазора, улучшающего условия их охлаждения, между шинами устанавливают распорные прокладки типа ПРШ
Между планкой шинодержателя и шинами должен сохраняться зазор 1—1,5 мм. Пии длине одной фазы сборной шины 20 мм и более, когда удлинение их может быть значительным, предусматриваются специальные компенсирующие устройства, воспринимающие на себя эти удлинения
При рабочем токе шин свыше 1500 А детали крепления шин в шинодержателях рекомендуется изолировать прокладками из электрокартона, а при токах свыше 2000 А, кроме того, применять детали из немагнитных материалов
Все детали распорных прокладок должны иметь антикоррозийное покрытие
Дополнительно по теме
Изоляторы ИО-10, ИОР-10, ИП-10/630
Описание предохранителей ПК, ПР, ПН. Номенклатура предохранителей
Описание предохранителей ПК, ПР, ПН. Номенклатура предохранителей
Приводы ПР-10, ПР(А)-17, ПП-67, ППМ, ППВ-10, ПЭ-11
Источник